熱搜詞:皮帶輸送機(jī) 螺旋輸送機(jī) 給料設(shè)備 篩分設(shè)備 備品備件
收藏本站|網(wǎng)站地圖|聯(lián)系我們河南坤威機(jī)械制造有限公司
24小時咨詢熱線:
18836269550
近期相信大家都對“皮帶輸送機(jī)的皮帶邊緣磨損如何處理”這個話題比較感興趣,要想知道這個話題答案,那么我們首先要了解一些與之相關(guān)的內(nèi)容,坤威機(jī)械的小編精心整理了該話題的相關(guān)內(nèi)容,那么下面就讓坤威機(jī)械的小編帶大家一起了解一下吧!
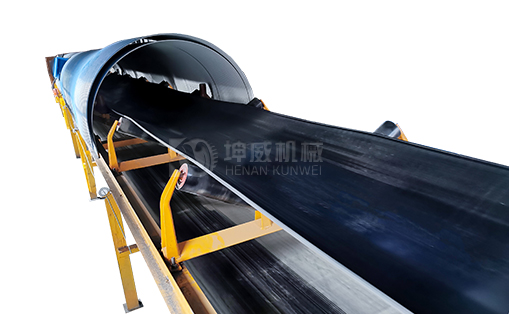
皮帶輸送機(jī)作為工業(yè)生產(chǎn)中物料運(yùn)輸?shù)暮诵脑O(shè)備,其運(yùn)行穩(wěn)定性直接影響生產(chǎn)效率與成本。皮帶邊緣磨損是該設(shè)備常見故障之一,若處理不當(dāng)會導(dǎo)致物料泄漏、皮帶跑偏甚至斷裂,引發(fā)停機(jī)維修和安全隱患。本文從磨損原因分析、預(yù)防措施、修復(fù)方法及日常維護(hù)四個維度,系統(tǒng)闡述皮帶邊緣磨損的科學(xué)處理方案。
一、皮帶邊緣磨損的成因分析
1. 物料沖擊與偏載
物料在輸送過程中若存在落差,會因沖擊力導(dǎo)致邊緣局部磨損加劇。例如,當(dāng)物料從高處直接砸向皮帶時,邊緣區(qū)域承受的沖擊力遠(yuǎn)大于中部,長期積累形成磨損。此外,物料分布不均造成的偏載現(xiàn)象,會使皮帶單側(cè)邊緣承受額外拉力,加速磨損進(jìn)程。
2. 滾筒與托輥故障
滾筒表面包膠磨損或脫落會導(dǎo)致皮帶與滾筒間摩擦力不均,引發(fā)皮帶邊緣滑動摩擦。托輥組安裝傾斜或轉(zhuǎn)動不靈活時,皮帶運(yùn)行阻力增大,邊緣與托輥支架的摩擦頻率顯著提升。據(jù)統(tǒng)計,托輥故障引發(fā)的邊緣磨損占整體故障的30%以上。
3. 皮帶跑偏與張緊異常
皮帶跑偏是邊緣磨損的直接誘因。當(dāng)皮帶中心線偏離理論軌跡時,邊緣會與機(jī)架、擋料板等部件產(chǎn)生異常接觸。張緊裝置調(diào)節(jié)不當(dāng)導(dǎo)致皮帶過松或過緊,均會改變邊緣受力狀態(tài),過松時易發(fā)生抖動摩擦,過緊則增加邊緣拉伸應(yīng)力。
4. 環(huán)境因素與物料特性
高溫環(huán)境會加速橡膠老化,降低皮帶邊緣抗磨損性能;潮濕環(huán)境則可能引發(fā)金屬部件銹蝕,增加摩擦系數(shù)。物料中混入尖銳顆粒或腐蝕性物質(zhì)時,會直接劃傷或侵蝕皮帶邊緣,形成局部缺損。
二、預(yù)防邊緣磨損的工程措施
1. 優(yōu)化物料輸送系統(tǒng)
落料點(diǎn)改造:在導(dǎo)料槽內(nèi)加裝緩沖裝置,如緩沖床或緩沖托輥組,將集中沖擊力分散至更大面積。通過調(diào)整導(dǎo)料槽寬度,使物料落點(diǎn)居中,避免偏載。
擋料板設(shè)計:采用可調(diào)節(jié)式擋料板,根據(jù)物料特性動態(tài)調(diào)整高度與角度,減少物料外溢對邊緣的沖擊。擋料板材質(zhì)應(yīng)選用耐磨橡膠或聚氨酯,降低二次磨損風(fēng)險。
2. 滾筒與托輥維護(hù)
滾筒包膠修復(fù):定期檢查滾筒表面包膠狀態(tài),對磨損超過2mm的區(qū)域進(jìn)行局部修復(fù)或整體更換。包膠厚度建議保持在10-15mm,花紋深度不低于5mm,以增強(qiáng)摩擦力與排水性能。
托輥組校準(zhǔn):使用激光對中儀檢測托輥組安裝精度,確保水平度誤差≤0.5mm/m,軸線平行度誤差≤1mm。對轉(zhuǎn)動阻力超標(biāo)的托輥及時更換,優(yōu)先選用自潤滑軸承或密封性能優(yōu)異的托輥。
3. 皮帶跑偏控制
自動糾偏裝置:在關(guān)鍵位置安裝液壓或電動糾偏器,通過傳感器實(shí)時監(jiān)測皮帶位置,當(dāng)跑偏量超過設(shè)定值時自動調(diào)整調(diào)心托輥角度。糾偏響應(yīng)時間應(yīng)控制在3秒以內(nèi),避免邊緣持續(xù)磨損。
張緊系統(tǒng)優(yōu)化:采用重力式或液壓式自動張緊裝置,確保皮帶張力穩(wěn)定在額定值的±5%范圍內(nèi)。定期校驗(yàn)張緊力傳感器,防止因信號失真導(dǎo)致張力波動。
4. 環(huán)境適應(yīng)性改進(jìn)
溫控系統(tǒng):在高溫工況下,為皮帶輸送機(jī)加裝噴霧降溫裝置或隔熱罩,控制環(huán)境溫度不超過60℃。低溫環(huán)境則需配備加熱裝置,防止皮帶變硬開裂。
密封防護(hù):對潮濕或腐蝕性環(huán)境,采用全封閉式機(jī)架設(shè)計,在進(jìn)料口與出料口設(shè)置雙層密封簾,減少物料與水分接觸。關(guān)鍵部件涂覆防銹漆或鍍鋅處理,延長使用壽命。
三、磨損皮帶的修復(fù)技術(shù)
1. 冷硫化修補(bǔ)法
適用于邊緣局部磨損深度<5mm的工況。操作步驟為:
使用角磨機(jī)打磨磨損區(qū)域,形成45°斜坡面;
清潔表面后涂刷金屬底漆,待干燥后涂抹冷硫化膠水;
粘貼未硫化芯膠,用壓輪反復(fù)滾壓排除氣泡;
在修補(bǔ)區(qū)域覆蓋硫化薄膜,施加0.2MPa壓力固化4小時。
該方法具有操作簡便、固化速度快的特點(diǎn),修復(fù)后強(qiáng)度可達(dá)原皮帶的80%。
2. 熱硫化修補(bǔ)法
針對深度>5mm的嚴(yán)重磨損,需采用熱硫化工藝:
切割磨損邊緣,形成階梯狀接口;
在修補(bǔ)面涂刷熱硫化劑,鋪設(shè)未硫化蓋膠;
使用硫化機(jī)加熱至145℃,保持30分鐘壓力固化;
冷卻后打磨修整邊緣輪廓。
熱硫化修復(fù)的接縫強(qiáng)度與原皮帶一致,但需專業(yè)設(shè)備與操作人員,修復(fù)周期較長。
3. 機(jī)械連接修復(fù)
對于臨時性修復(fù)或應(yīng)急處理,可采用皮帶扣連接:
截取與磨損長度匹配的修補(bǔ)條;
在皮帶邊緣鉆孔并安裝專用皮帶扣;
通過螺栓緊固實(shí)現(xiàn)機(jī)械連接。
該方法安裝便捷,但連接處厚度增加易引發(fā)通過性問題,僅適用于低負(fù)荷工況。
四、日常維護(hù)管理要點(diǎn)
1. 巡檢制度
建立三級巡檢體系:
操作工每班檢查皮帶邊緣狀態(tài)、跑偏量及物料分布;
維修工每日檢測托輥轉(zhuǎn)動靈活性、滾筒包膠完整性;
設(shè)備主管每周分析磨損趨勢,制定預(yù)防性維護(hù)計劃。
2. 潤滑管理
對托輥軸承、張緊裝置滑軌等運(yùn)動部件,制定潤滑周期表:
高溫環(huán)境每15天加注耐高溫潤滑脂;
潮濕環(huán)境每30天更換防水潤滑油;
潤滑量控制在軸承空腔的1/3-1/2,避免過量導(dǎo)致泄漏。
3. 備件管理
建立關(guān)鍵部件安全庫存:
托輥儲備量≥在用量的10%;
皮帶庫存長度≥單條皮帶總長的20%;
硫化劑、修補(bǔ)條等耗材保質(zhì)期監(jiān)控,先進(jìn)先出使用。
4. 人員培訓(xùn)
定期組織操作人員技能培訓(xùn):
皮帶跑偏調(diào)整方法實(shí)操演練;
磨損程度視覺判斷標(biāo)準(zhǔn);
緊急停機(jī)操作流程考核。
通過標(biāo)準(zhǔn)化作業(yè)流程(SOP)規(guī)范設(shè)備操作,降低人為因素導(dǎo)致的磨損風(fēng)險。
結(jié)語
皮帶邊緣磨損的處理需貫穿設(shè)備全生命周期管理,從設(shè)計選型階段的參數(shù)匹配,到運(yùn)行維護(hù)階段的精準(zhǔn)控制,再到故障修復(fù)階段的技術(shù)應(yīng)用,每個環(huán)節(jié)均需建立量化標(biāo)準(zhǔn)。通過實(shí)施預(yù)防性維護(hù)策略,結(jié)合智能監(jiān)測技術(shù),可顯著延長皮帶使用壽命,降低綜合運(yùn)維成本。企業(yè)應(yīng)建立設(shè)備健康管理系統(tǒng)(EHM),通過大數(shù)據(jù)分析預(yù)測磨損趨勢,實(shí)現(xiàn)從被動維修到主動維護(hù)的轉(zhuǎn)型,為生產(chǎn)連續(xù)性提供堅實(shí)保障。
以上就是坤威機(jī)械為大家整理《皮帶輸送機(jī)的皮帶邊緣磨損如何處理》的全部內(nèi)容了,(以上內(nèi)容僅供參考,具體情況需要具體分析,并不適用于所有現(xiàn)場。如有問題概不負(fù)責(zé)。)如果想了解更多關(guān)于輸送機(jī)的知識,請撥打我們的電話進(jìn)行聯(lián)系吧
本文標(biāo)題:皮帶輸送機(jī)的皮帶邊緣磨損如何處理
本文作者:河南坤威機(jī)械制造有限公司
 皮帶輸送機(jī)設(shè)備生產(chǎn)廠家讓我們?yōu)槟疤峁狈判漠a(chǎn)品
皮帶輸送機(jī)設(shè)備生產(chǎn)廠家讓我們?yōu)槟疤峁狈判漠a(chǎn)品

掃一掃關(guān)注